HENAN YUMO: Engineered Precision, Uncompromised Performance
How to choose white fused alumina grit?
Selecting the optimal grit size for white fused alumina (WFA) is critical to maximizing performance in abrasive blasting, surface finishing, and refractory applications. This guide breaks down key selection factors based on material properties, operational goals, and industry standards.
6/24/20252 min read

How to Choose White Fused Alumina Grit: The Ultimate Guide for Precision and Efficiency
Selecting the optimal grit size for white fused alumina (WFA) is critical to maximizing performance in abrasive blasting, surface finishing, and refractory applications. This guide breaks down key selection factors based on material properties, operational goals, and industry standards.
Step 1: Define Your Primary Objective
White fused alumina grit behavior varies drastically by particle size. Match your goal to the grit range:
Aggressive Material Removal (F12–F36):
Coarse grains fracture under pressure, exposing fresh cutting edges. Ideal for heavy rust/debris removal on steel or concrete.Surface Smoothing (F46–F120):
Medium grits balance cutting speed and finish uniformity. Use for weld seam blending or pre-coat preparation.Fine Polishing (F150–F800):
Angular micro-grits create mirror finishes on metals, ceramics, or optical glass.Ultra-Precision Lapping (F1000–F4000):
Sub-10μm powders achieve ≤0.1μm Ra surface roughness in semiconductor or medical device manufacturing.
Step 2: Consider Material Hardness & Brittleness
Hard Materials (≥60 HRC):
Tungsten, hardened steel, or sapphire require blocky, coarse grits (F24–F60). Their high fracture toughness sustains cutting edges without premature breakdown.Brittle Materials:
Glass, silicon wafers, or ceramics perform best with fine, friable grits (F220–F600). Rapid self-sharpening prevents surface cracks.Soft/Ductile Metals (Aluminum, Copper):
Use medium grits with resin coating (F80–F150). Reduced embedment risk and controlled friability (8–12%).
Step 3: Align with Process Parameters
Blasting Pressure:
Low pressure (≤60 psi): F80–F220 (avoids substrate damage).
High pressure (≥100 psi): F36–F60 (ensures impact efficiency).
Media Recycling Frequency:
High-reuse systems (5+ cycles) need tougher, uniform grains (F30–F90) to resist pulverization.Application Method:
Vibratory tumblers: F120–F400 with rounded edges.
Sandblasting nozzles: F16–F50 for consistent flow.
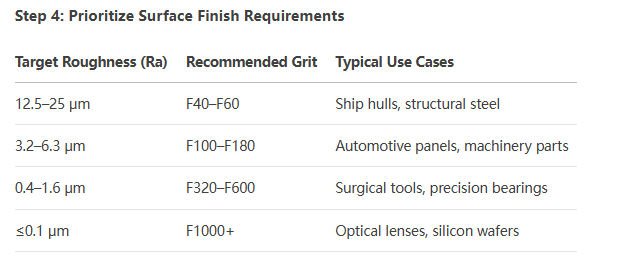
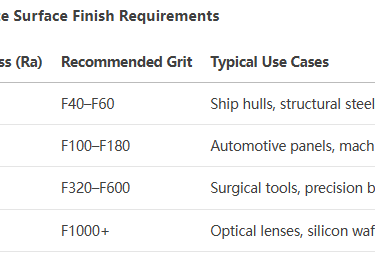
Rough surfaces (12.5–25μm): Use F40–F60 grits (e.g., ship hulls).
Semi-smooth finishes (3.2–6.3μm): Choose F100–F180 grits (e.g., automotive panels).
Fine finishes (0.4–1.6μm): Opt for F320–F600 grits (e.g., surgical tools).
Ultra-smooth surfaces (≤0.1μm): Requires F1000+ grits (e.g., optical lenses).
Step 5: Validate Compliance & Sustainability
Industry Standards:
FEPA-F (Europe): "F" prefixes (e.g., F220 = 53–63μm).
ANSI (USA): Numerical sizes (e.g., #220 = 66±5μm).
Eco-Criteria:
Select low-soda WFA (<0.2% Na₂O) to enable 7–10 reuse cycles. Avoid grits with >15% fines
Common Pitfalls to Avoid
❌ Mismatching Grit & Substrate: Using F80 on titanium causes embedded particles; switch to F150.
❌ Ignoring Shape Consistency: Irregular grains reduce cutting efficiency by 30%. Demand laser-sorted particles.
❌ Overlooking Recyclability: Non-treated WFA degrades after 2–3 cycles. Insist on resin-coated variants for long-term use.
Why Partner with Henan Yumo?
We engineer white fused alumina grits that solve selection challenges:
Precision Grading: ±3% size tolerance via air-jet classification (F12–F4000).
Friability Control: Custom fracture indexes (5–20%) for hard/brittle materials.
Free Grit-Matching Service: Send your substrate and finish requirements – we recommend the optimal grit.
Entering Yumo
Quality abrasive solutions for various industries.
Contact Yumo
E-mail:brian@yumowfa.com
WhatsApp/Wechat:+86 152 2508 9887
© 2025. All rights reserved.