航空宇宙大手がタービンブレードの再仕上げにグリーンシリコンカーバイドを選択する理由
メンテナンスコストを40%削減しながら、ジェットエンジンの寿命を1万飛行時間延ばす秘訣
6/5/20251 分読む

1. タービンブレード危機:エンジンオーバーホール費用200万ドル
ジェットエンジンのタービンブレードは、過酷な条件にさらされます。
温度:高温部では1,500℃以上
応力:10,000Gを超える遠心力
損傷:エロージョン、異物損傷(FOD)、熱疲労亀裂
アルミナ研磨材やレーザークラッディングを用いた従来の修復方法では、以下の問題が発生することがよくあります。
⚠️ 微小亀裂の伝播(疲労寿命の30%短縮)
⚠️ 入熱による形状の歪み
⚠️ 遮熱コーティング(TBC)のコーティング剥離
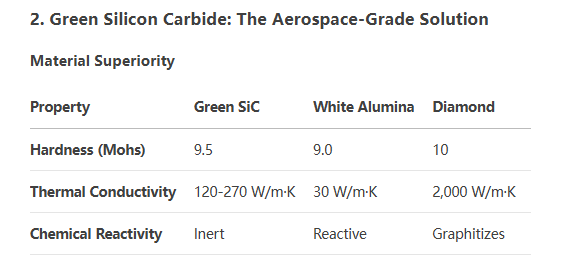
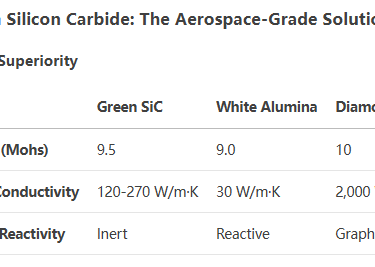
グリーンSiCの優位性:
方向性切削:六方晶α結晶がニッケル超合金(インコネル718)を粒界に沿って劈開し、表面下の損傷を防ぎます。
熱調和:ブレードの熱膨張係数(4.5×10⁻⁶/°C)に適合し、熱応力割れを防ぎます。
酸化シールド:1,200°Cで保護SiO₂層を形成し、合金の劣化を防ぎます。
3. 精密再仕上げプロトコル
ステップ1:損傷評価と準備
レーザースキャン:5μm精度の3D形状マッピング(GOM ATOS)
制御剥離:F220グリーンSiCスラリーを用いて損傷したTBCを除去(母材の侵食なし)
ステップ2:ハイブリッド研磨再仕上げ
粗仕上げ:F80レジンボンドホイール(25 m/s)を用いて18 cm³/minで侵食を除去
仕上げ:F400ダイヤモンドライクカーボン(DLC)コーティングSiCベルトによりRa 0.2μmを実現
仕上げ研磨:F800 SiCサスペンションによる鏡面仕上げ(Ra 0.05μm)
ステップ3:コーティングの再塗布
HVOFスプレー:グリーンSiC改質ボンドコートによりTBCの密着性が70%向上
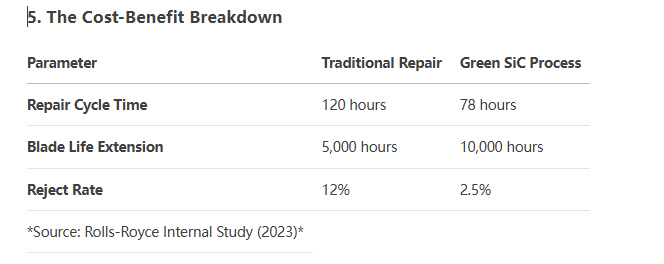
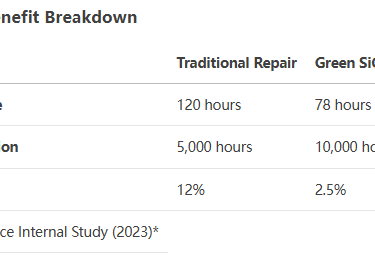
4. 実世界への影響:GEアビエーションのケーススタディ
課題: CFM56-7Bブレードは15,000サイクルで破損しました(仕様は24,000サイクル)。
解決策:
アルミナをF220-F600 Green SiC再仕上げに交換
研削中に極低温冷却(-196℃)を導入
結果:
疲労寿命:↑42%(21,300サイクル)
燃費:↑空力特性の改善により1.7%
コスト/アイ:↓28,500ドル(40%削減)
5. ブレード技術における未来のイノベーション
AI駆動研削ロボット:コンピュータービジョンが研磨中の微小亀裂を検出(シーメンスのプロトタイプ)。
自己修復型TBC:コーティング中のグリーンSiCナノ粒子が800℃で亀裂を封鎖(NASA特許出願中)。
添加剤による再仕上げ:SiC強化DED(指向性エネルギー堆積)による形状修復。
世界のリーダー企業がYUMOのグリーンSiCを信頼する理由
超高純度グレード:SiC 99.8%、Fe₂O₃ ≤0.03%(SEM-EDS検証済み)
クライオ最適化砥粒:液体窒素研削向けに破壊強度を強化
航空宇宙認証:NADCAP AC7114、ロールス・ロイスRPS 960